












先进器械设备(台)
生产员工规模(人)
自营工厂规模(㎡)
工艺加工中心(个)
原材料仓库(个)
年产能(万件)




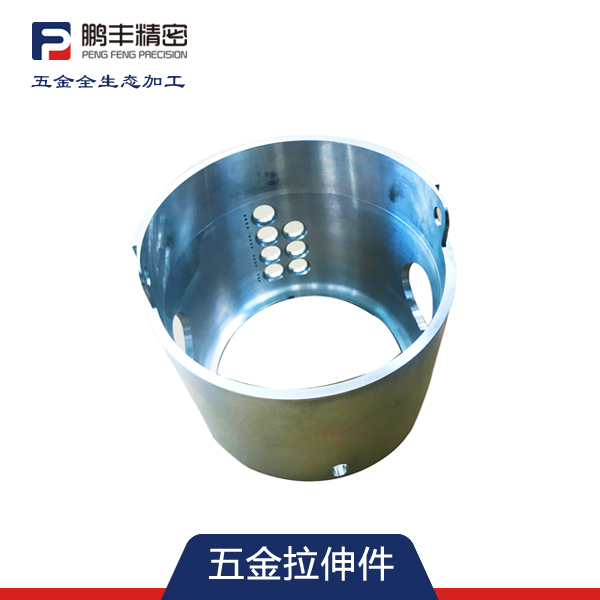
在现代工业生产中,拉伸模具是实现产品塑性成型的关键设备之一。其表面质量和尺寸精度直接影响产品的质量与生产效率。因此,在使用过程中,对拉伸模具进行定期研磨是非常重要的。一、研磨前准备:首先要清洁干净模具上的杂质及残留物。其次要检查是否有裂纹等损···
2025-07-03
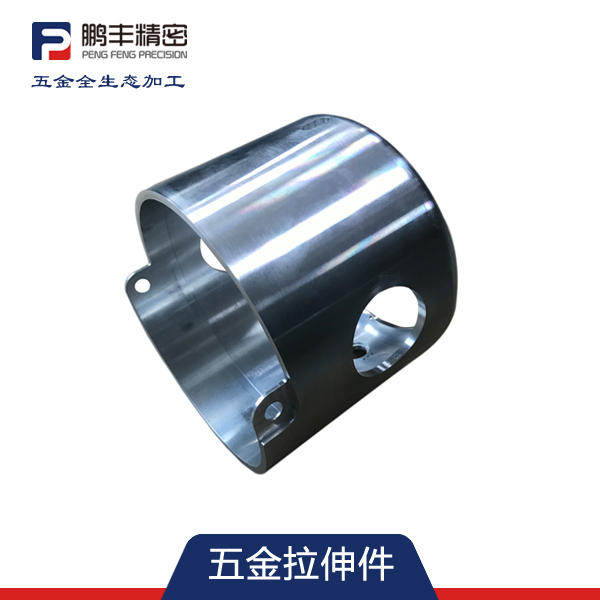
在现代工业生产中,拉伸模具被广泛应用于各种金属制品的成型过程中,如汽车零件、家电外壳等。然而,在实际操作中,由于材料特性、加工工艺以及设备维护等多种因素的影响,拉伸模具经常会出现“拉伤”现象,这不仅影响了产品的表面质量,降低了成品率,同时也增···
2025-07-02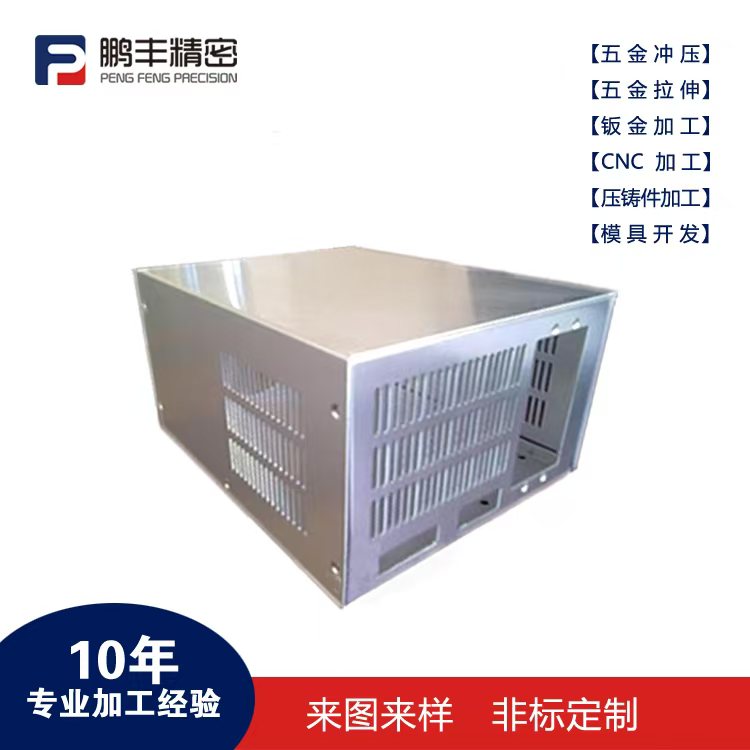
在金属成型工艺过程中,拉伸模具的使用是必不可少的一环,但常常会遇到一个让人头疼的问题——产品表面出现起皱现象。这种问题不仅影响了产品的美观度,更严重的是它可能会影响到产品的功能性和安全性。拉伸模具起皱通常是由以下几种因素造成的:首先是材料选···
2025-07-01
在现代工业生产中,拉伸模具被广泛应用于金属成型工艺之中,尤其是在汽车、航空、家电等行业。其中,拉伸模具的平面度对于保证产品的精度和质量起着至关重要的作用。一、什么是拉伸模具的平面度?简而言之,它指的是模具表面各点处于同一平面上的程度,是衡量···
2025-06-30
在工业生产中,拉伸模是金属加工、塑料制品等制造过程中不可或缺的工具之一。它主要用于通过压力使材料发生塑性变形,从而形成所需的形状和尺寸的产品。然而,在实际操作中,我们有时会遇到一个看似不起眼却影响重大的问题——拉伸模具未打透气孔。为什么说“···
2025-06-28
首先,我们需明确“粘模”的概念。“粘模”,即材料与模具表面产生过度吸附力或化学反应,导致产品无法顺利脱模的现象。造成该现象的原因主要有以下几点:1、模具材质选择不当:模具材料的质量和种类对拉伸性能有着直接的影响。若选用硬度不够或耐腐蚀性差的材···
2025-06-27
鹏丰精密五金有限公司全体员工:根据国务院对2023年端午节的放假通知精神,结合我公司实际情况,现将我公司端午节放假具体安排通知如下:2023年端午节放假,共1天。6月21日(星期四、农历端午当日)为法定节假日,6月23日(星期五)上班。放假期间,请各部门安排相应···
2023-06-21
鹏丰精密五一放假通知: 4月30月至5月3号,共放假四天,4号正常上班,请各位合作伙伴安排好下单的时间。 顺祝大家五一节日快乐!
2023-04-28
立秋,是“二十四节气”之第十三个节气,秋季的第一个节气。立秋是阳气渐收、阴气渐长,由阳盛逐渐转变为阴盛的转折。在自然界,万物开始从繁茂成长趋向萧瑟成熟。
2022-08-07
“天阶夜色凉如水,坐看牵牛织女星。”浩瀚天河,点点繁星,承载着古往今来人们无尽的情思与美好的心愿
2022-08-04
九十五载峥嵘岁月 光辉历程初心不改
2022-07-31
父亲是一只船,载着我们的期待和梦幻父亲是一棵树,为我们遮挡风雪和严寒,父亲节将至,祝所有父亲节日快乐!健康长寿!
2022-06-19
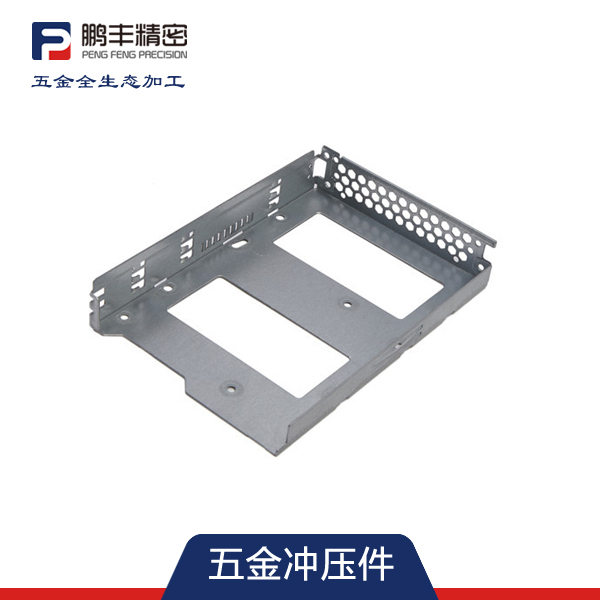
五金冲压中冷冲压加工与其他加工方法相比,无论在技术上或是在经济效果上,都有很多优点,我们一起来看一下吧:1.冷冲压是一种高效 (即高生产率)低耗(即材料利用率高)的加工方法。2.工艺方便,工艺过程便于机械化和自动化。3.操作简单,便于组织生产。在大批量···
2022-05-11
轴类零件是一种常见的零件类型,其结构为旋转体,长度一般大于直径,在各种机械设备中有广泛地使用,用来支承传动零部件,传递扭矩和承受载荷。轴类零件的加工要遵循一定的规律,可以通过本文了解一下具体的加工步骤和需要注意的一些问题。一、轴类零件基本加···
2022-08-05
看着一个零件很简单,其实不然。你可能不知道加工一个零件到底有多复杂,不同的刀具,不同的切削方式,不同的参数设定等等。数控加工工序的划分一般可按下列方法进行:(1)以粗、精加工分序法 对于易发生加工变形的零件,由于粗加工后可能发生的变形而需要进···
2022-07-27
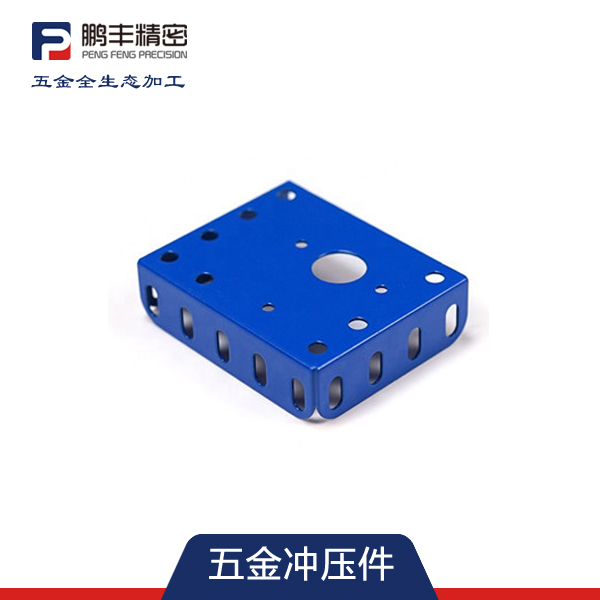
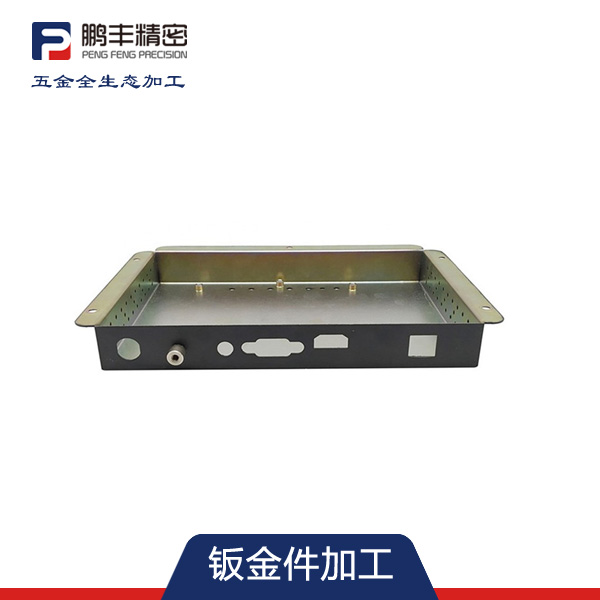
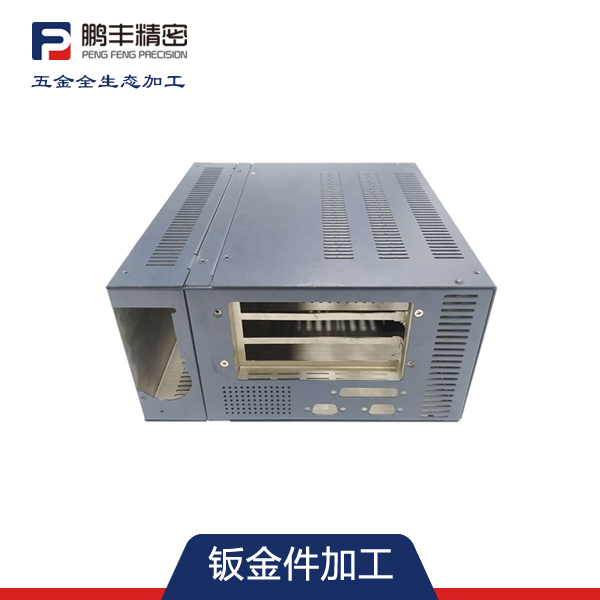
钣金是如何加工的?金属板经过切割、冲压、冲孔、剪切、成型、弯曲、焊接、轧制、铆接、钻孔、攻丝和机加工。硬件可以插入到钣金零部件中。组件可以刷涂、电镀、阳极氧化、粉末涂层、喷漆、丝印或以其他方式标记。当然,零件可以通过铆接、拧紧或焊接成复杂的···
2022-06-09
在五金加工中,通常冲压件的隔离层处理是对五金冲压件表面上的毛坯进行隔离层处理,特别是在五金冲压拉伸加工过程中体现出来,所以要使用润滑剂或进行隔离层处理。详细的加工步骤如下。在五金加工厂,加工冲压件时需要润滑剂,这在拉深过程中是必不可少的。在···
2022-04-13
数控加工工艺源于常规加工工艺,是常规加工工艺、计算机数控技术、计算机辅助设计和辅助制造技术的有机结合。由于技术的不断发展,现代制造业中需要精密加工的零件越来越多,加工精度和对工件表面复杂程度要求也越来越高。因此数控加工得到广泛关注,但是在节···
2022-03-21Copyright © 2022 深圳市鹏丰精密五金有限公司 All Rights Reserved 粤ICP备18084774号



 137-1496-2643
137-1496-2643